





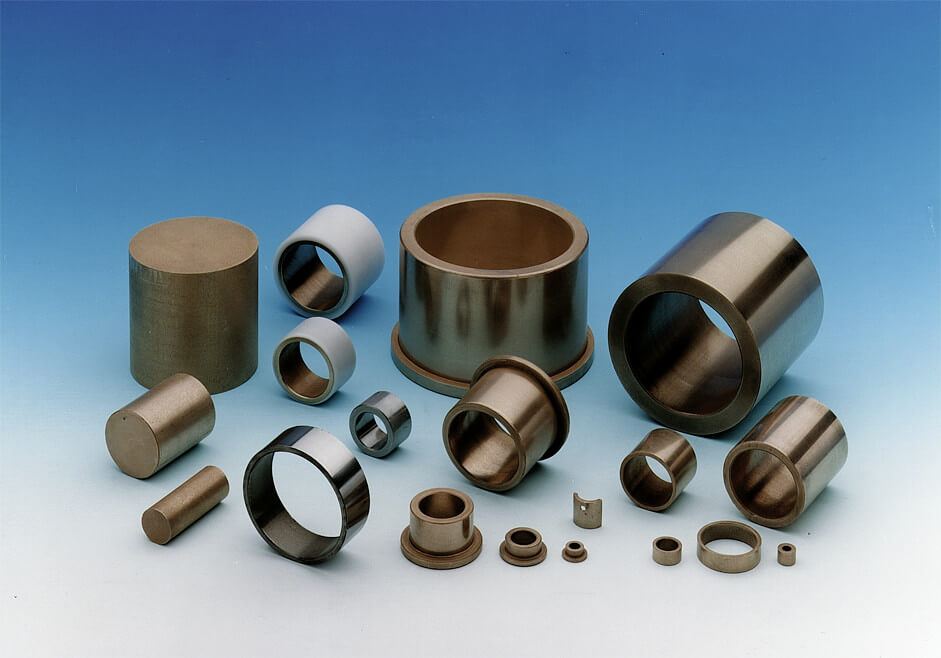
Unsere selbstschmierenden und wartungsfreien Sinterbronze-Buchsen sind mit ca. 25 Volumen- prozent Öl getränkt. Diese Ölmenge reicht für die gesamte Lebensdauer.
Zwischen Gleitlager und Welle baut sich bei Betrieb durch Kapillarwirkung, elastische Deformation und Wärmeausdehnung ein Ölfilm auf, weshalb eine Zusatzschmierung unter normalen Betriebsbedingungen bei einer Sinterbronze-Buchse nicht notwendig ist.
Mit zunehmender Betriebsdauer steigt die Temperatur im Lager. Die Wärmeausdehnung des Öls ist größer als die des Lagermetalls und drückt Öl in den Lagerspalt. Durch erhöhte Umfangs- geschwindigkeit wird die Schmierung der Sinterbronze-Buchse hydrodynamisch.
Die Sinterbronze-Buchse kommt bei Gleitgeschwindigkeiten von 0,25 bis 5 m/s bei meist rotierender Bewegung zum Einsatz.

Wenn Sie eine der Bauformen anklicken, wird sich ein separates Fenster mit einer Auswahl der gängigsten Größen öffnen. Gern bieten wir Ihnen auch Sonderanfertigungen von speziellen Abmessungen für die Gleittechnik an – vom Einzelstück bis zur Serie. Fragen Sie per eMail oder Fax bei uns an, wir beraten Sie bei Fragen rund um die Gleittechnik!

Ölschmierung: 0,05-0,10
Trockenschmierung: 0,15-0,25

Oberflächengüte: Ra<1µm>
In den meisten Fällen können in der Gleittechnik ungehärtete Wellen verwendet werden. Bei korrosionsgefährdeten Anwendungen sollten die Wellen hartverchromt sein oder aus einem rostfreien Stahl bestehen.
Es ist wichtig, dass der Einbau von Gleitlagern mit größter Sorgfalt erfolgt, da sie porös sind und daher sehr leicht beschädigt werden können. Am besten erfolgt der Einbau mit einem Einpressdorn. Die Einpresskraft beträgt ca. 2-3 N pro mm² Mantelfläche des Lagers. Sinterlager können auch in andere Materialien eingegossen, eingeklebt oder eingespritzt werden. Die Lager sollten dafür noch nicht mit Öl getränkt sein.
Verdrehsicherungen am Lager sind zu empfehlen, aber wegen der porösen Struktur der Lager nicht unbedingt notwendig. Hier empfehlen wir Versuche. Dabei ist zu beachten, dass sich die Lagerinnentoleranz nicht verändert. Die Gleitfläche des Lagers kann danach durch Kalibrieren oder spanende Bearbeitung justiert werden. Die nachträgliche Befüllung der Lager mit Öl ist unter dem Absatz Bearbeitung beschrieben.

Die durchschnittliche Lebensdauer beträgt 10.000 Stunden. Extreme Betriebsverhältnisse wie hohe Belastung, Vibration oder hohe Betriebstemperaturen können die Lebensdauer verringern.
| Sinterbronze | Graphitbronze | ||
|---|---|---|---|
| p*v Wert | 1,6 | p*v Wert | 0,4 |
| max. P dyn. | 10 N/mm² | max. P dyn. | 2,5 N/mm² |
|
max. P stat. |
50 N/mm² |
max. P stat. |
40,0 N/mm² |
|
max. v |
5 m/s |
max. v |
0,2 m/s |
|
max. Temp |
90°C |
max. Temp |
300°C |
| axiale Belastbarkeit ca. 25% | |||
| Maß | E7 | E8 | F8 | H7 | h8 | h14 | r7 | r8 | IT9 |
|---|---|---|---|---|---|---|---|---|---|
| -3 | +24 | +28 | +20 | +10 | 0 | 0 | +20 | +24 | 25 |
| +14 | +14 | +6 | 0 | -14 | -250 | +10 | +10 | ||
| (3) - 6 | +32 | +38 | +28 | +12 | 0 | 0 | +27 | +33 | 30 |
| +20 | +20 | +10 | 0 | -18 | -300 | +15 | +15 | ||
| (6) - 10 | +40 | +47 | +35 | +12 | 0 | 0 | +34 | +41 | 36 |
| +25 | +25 | +13 | 0 | -22 | -360 | +19 | +19 | ||
| (10) - 18 | +50 | +59 | +13 | +18 | 0 | 0 | +41 | +50 | 43 |
| +32 | +32 | +43 | 0 | -27 | -430 | +23 | +23 | ||
| (18) - 30 | +61 | +73 | +16 | +21 | 0 | 0 | +49 | +61 | 52 |
| +40 | +40 | +53 | 0 | -33 | -520 | +28 | +28 | ||
| (30) - 50 | +75 | +89 | +20 | +25 | 0 | 0 | +59 | +73 | 62 |
| +50 | +50 | +74 | 0 | -39 | -620 | +34 | +34 | ||
| (50) - 65 | +90 | +106 | +25 | +30 | 0 | 0 | +71 | +87 | 74 |
| +60 | +60 | +76 | 0 | -46 | -740 | +41 | +41 | ||
| (65) - 80 | +90 | +106 | +30 | +30 | 0 | 0 | +73 | +89 | 74 |
| +60 | +60 | +76 | 0 | -46 | -740 | +43 | +43 | ||
| (80) - 100 | +107 | +126 | +90 | +35 | 0 | 0 | +86 | +105 | 87 |
| +72 | +72 | +36 | 0 | -54 | -870 | +51 | +51 | ||
| (100) - 120 | +107 | +126 | +90 | +35 | 0 | 0 | +89 | +108 | 87 |
| +72 | +72 | +36 | 0 | -54 | -870 | +54 | +54 |
Lagersitz: H7
Einpressdorn: s5
Innendurchmesser: F8 nach dem Einpressen
Wellendurchmesser: h8
| Schnittbedingungen | Schruppen | Schlichten |
|---|---|---|
| Schnittgeschw. (m/min.) | 160-210 | 150-200 |
| Vorschub (mm/Umdr.) | bis 0,4 | bis 0,2 |
| Spantiefe (mm) | bis 2,0 | 0 |
Bitte beachten Sie bei der Bearbeitung folgende Punkte:
Die Gleitflächen selbstschmierender Gleitlager dürfen nicht durch Reiben oder Schleifen bearbeitet werden, da sonst die Poren verstopfen und eine Selbstschmierung nicht mehr gewährleistet ist.
Selbstschmierende Lager können nachgedreht werden. Zum Drehen verwendet man Diamant- oder Hartmetallwerkzeuge ISO-Qualität K-20 oder K-01 mit einem max. Radius von 0,1-0,2 mm.
| Schnittwinkel am Drehmeißel: | |
|---|---|
| Freiwinkel | A = 6° - 8° |
| Keilwinkel | B = 70° - 75° |
| Spanwinkel | C = |
Die mechanische Bearbeitung von Sintermetalllagern sollte ohne Nasskühlung erfolgen. Zur Kühlung verwendet man am besten Pressluft. Sorgfältiges Reinigen nach der mechanischen Bearbeitung und vor dem Ölimprägnieren ist dringend zu empfehlen. Nach der Bearbeitung muss der eingetretene Ölverlust ausgeglichen werden. Zu diesem Zweck legt man die Lager in einen mit Öl gefüllten Behälter. Das Öl-SAE 20 W mit einer Viskosität von 3,5 E° o. ä. wird bis zu 80° C erwärmt. Die Teile bleiben im Ölbad, bis das Öl erkaltet ist.
Lassen Sie bitte die Lager bis zum Einbau in der Originalverpackung. So schützen Sie Gleitlager vor Ölverlust, Staub und sonstigen Verunreinigungen.